

背景技术
电子尺(又称直线位移传感器、电阻尺),适用于注塑机、木工机械、印刷机、喷涂、机床、机器人、工程监测电脑控制运动器械等需要精确测量位移的场合。
目前注塑机设备上,电子尺位置反馈的解决方案受到了很大的局限性,往往会存在很多来自于高频和低频的复杂的电磁干扰,这种绝对式的电压信号不可避免的造成很严重的干扰,导致电子尺的测量精度难以保证;当注塑机上安装有多个电子尺时,其被干扰的几率将会大幅增加;另一方面,长行程电子尺的分辨率会非常低,大大影响精度与稳定性。
为解决上述问题,目前市场上存在有数字化位移传感器(又称数字尺),不但精度高,而且抗干扰能力强,但问题是成本较高,除数字尺本身价格外,还需配置数字尺与控制器通讯的CANbus模块;目前此模块最多只能拖带2个数字尺,但是注塑机内通常需要安装多个数字尺,那么就需要配置多块CANbus模块,这会导致安装成本大幅增加。
解决方法
本方案目的是提供一种位移传感器与控制器的通讯系统,能够实现单个CANbus模块拖带多个位移传感器,以降低传感器的安装成本。
本方案的上述技术目的是通过以下技术方案得以实现的:
一种位移传感器与控制器的通讯系统,包括控制器与多个位移传感器,所述控制器与位移传感器之间设置有磁尺转换卡,所述磁尺转换卡包括多个输入通道以及第一CANbus总线口,所述控制器包括有一第二CANbus总线口,多个输入通道供多个位移传感器依次耦接,所述第一CANbus总线口与第二CANbus总线口通讯连接;所述磁尺转换卡能够测量多个位移传感器的实时位移数据并将该数据打包后形成数据包;所述控制器通过CANbus总线主动读取数据包,并将该数据包解压以获取各位移传感器的测量数据。
作为优选,所述位移传感器为start/stop数字尺。
作为优选,所述控制器首先通过控制程序配置完成与磁尺转换卡相对应的PDO协议与STO协议,并写入位移传感器对应的梯度值;当磁尺转换卡中的数据包信息传送给控制器后,控制器程序根据PDO协议与STO协议作出相应运算,以计算出各位移传感器的实际测量数据。
作为优选,所述控制器的输出端还耦接有显示模块,所述控制器将计算得出的测量数据传输至显示模块以进行展示。
综上所述,本方案具有以下有益效果:
1、注塑机上的多个位移传感器分别连接至磁尺转换卡的多个输入通道上,磁尺转换卡再通过CANbus总线口连接于控制器的CANbus总线口,这样控制器便能通过单个CANbus总线口实现与多个位移传感器之间的通讯,以降低配置CANbus模块的成本;
2、start/stop数字尺是目前最为经济,且能达到高抗扰性的数字信号输出磁致伸缩数字尺;
3、显示模块能够展示控制器计算得出的测量数据,更加人性化。
附图说明
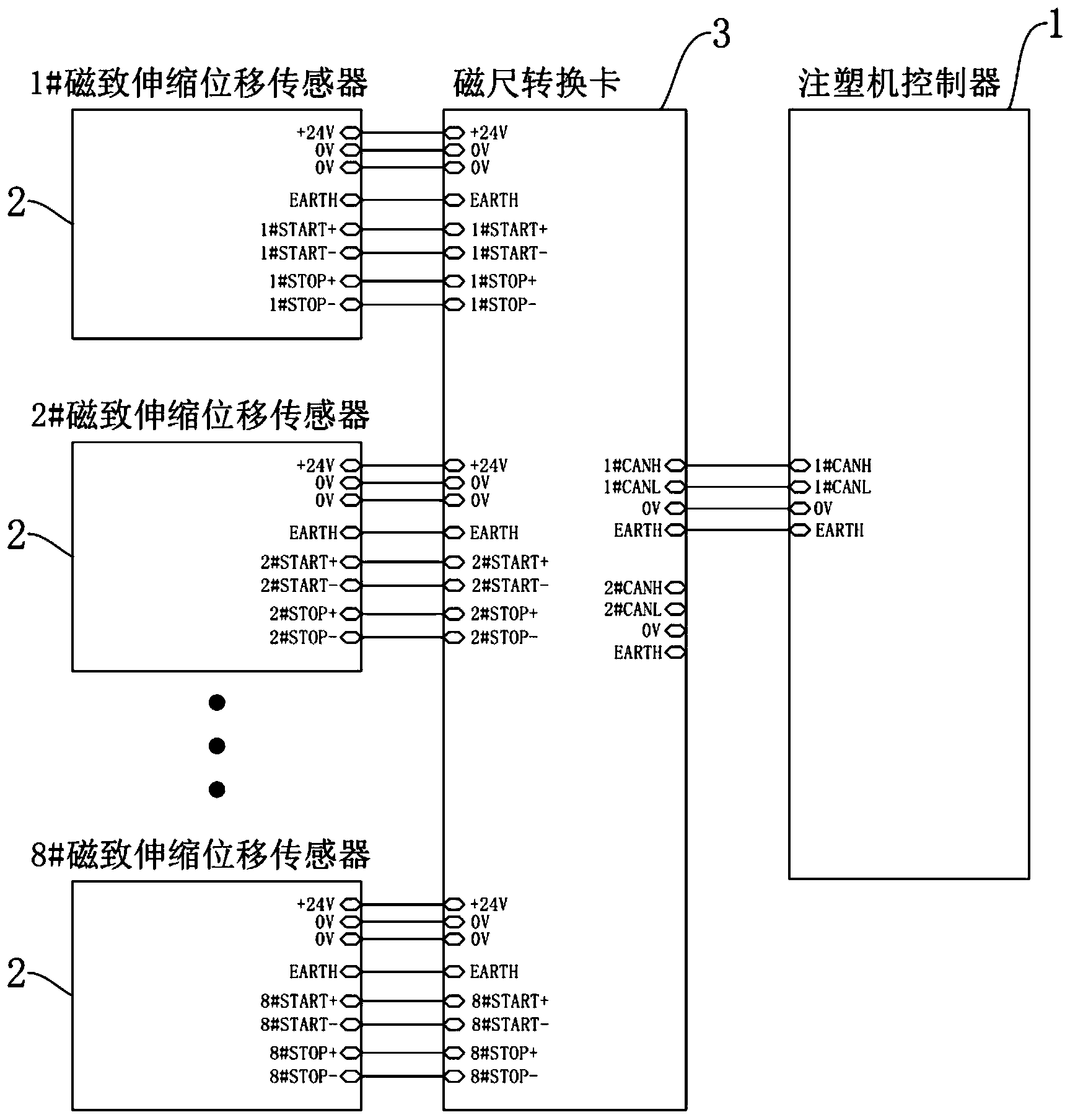
图中:1、控制器;2、位移传感器;3、磁尺转换卡。
具体实施方式
以下结合附图对本发明作进一步详细说明。
本实施例公开的一种位移传感器与控制器的通讯系统,如图1所示,包括控制器1与多个位移传感器2;其中,控制器1为具有数据处理能力的芯片,包括但不限于单片机、PLC、CPU、MCU、ARM等;位移传感器2为start/stop数字尺。控制器1与位移传感器2之间设置有磁尺转换卡3.磁尺转换卡3包括多个输入通道以及第一CANbus总线口,多个输入通道供多个位移传感器2依次耦接,其中输入通道优选为八个,因此单张磁尺转换卡3最多能够连接八个位移传感器2.即每个位移传感器2对应一个输入通道。控制器1包括有一第二CANbus总线口,第一CANbus总线口与第二CANbus总线口通讯连接,使得控制器1能通过单个CANbus总线口实现与八个位移传感器2的通讯。
本实施例中,磁尺转换卡3能够测量多个位移传感器2的实时位移数据并将该数据打包后形成数据包;控制器1通过CANbus总线主动读取数据包,并将该数据包解压以获取各位移传感器2的测量数据。更具体的,磁尺转换卡3内还集成有控制芯片以及存储器,多个输入通道均耦接于控制芯片的输入端,存储器耦接于控制芯片的输出端以及第一CANbus总线口之间。其中,控制芯片包括但不限于单片机、CPU、MCU、ARM等;存储器包括但不限于RAM、FIFO等。
位移传感器2将测得的位移数据以信号形式发送给控制芯片,控制芯片将收集的多个位移传感器2的位移数据进行运算处理并打包,然后缓存至存储器内。当注塑机控制器1申请查询注塑机上各位置的位置信息时,存储器可通过CAN协议向控制器1提供数据包,以反馈各位移传感器2测得的位置信息。
更具体的,start/stop数字尺,又称磁致伸缩位移传感器,其利用感应元件(导波管)的磁致伸缩特性制成。磁致伸缩位移传感器通过其内部非接触式测控技术精确地检测活动磁环的绝对位置来测量被检测产品的实际位移值;该传感器的高精度和高可靠性已被广泛应用于成千上万的实际案例中。由于作为确定位置的活动磁环和敏感元件并无直接接触,因此传感器可应用在极恶劣的工业环境中,不易受油渍、溶液、尘埃或其它污染的影响。此外,传感器采用了高科技材料和先进的电子处理技术,因而它能应用在高温、高压和高振荡的环境中。传感器输出信号为绝对位移值,即使电源中断、重接,数据也不会丢失,更无须重新归零。由于敏感元件是非接触的,就算不断重复检测,也不会对传感器造成任何磨损,可以大大提高检测的可靠性与使用寿命。
具体工作原理如下:
磁致伸缩位移传感器是利用磁致伸缩原理,通过两个不同磁场相交产生一个应变脉冲信号来准确地测量位置的。测量元件是一根导波管,导波管内的敏感元件由特殊的磁致伸缩材料制成的。测量过程是由传感器的电子室内产生电流脉冲,为便于表述,定义该电流脉冲为“开始(START)脉冲”。该电流脉冲在导波管内传输,从而在导波管外产生一个圆周磁场,当该磁场和套在导波管上作为位置变化的活动磁环产生的磁场相交时,由于磁致伸缩的作用,导波管内会产生一个应变机械波脉冲信号,这个应变机械波脉冲信号以固定的声音速度传输,并很快被电子室所检测到,为便于表述,定义被检测到的应变机械波脉冲信号为“停止(STOP)脉冲”。
由于这个应变机械波脉冲信号在导波管内的传输时间和活动磁环与电子室之间的距离成正比,通过测量时间,就可以高度精确地确定该距离。由于输出信号是一个真正的绝对值,而不是比例或放大处理的信号,所以不存在信号漂移或变值的情况,更无需定期重标。
本实施例中,输入通道包括集成于磁尺转换卡3内的差分驱动接口(START针脚)以及讯号接收器(STOP针脚),位移传感器2的位置测量由该差分驱动接口发出“开始(START)脉冲”启动,讯号接收器会将反馈回来的应变机械波脉冲信号转变成电讯号(即“停止(STOP)脉冲”),磁尺转换卡3内的控制芯片可根据同一位移传感器2内“开始-停止(START-STOP)脉冲”之间的相隔时间,计算出对应位移传感器2的实际位移数据,然后采用相同方式将所有位移传感器2测得的位移数据进行打包,并缓存至存储器内,以供注塑机控制器1通过CANbus总线读取。由于脉冲信号的传输需要一定时间,新一轮的“开始(START)脉冲”触发需等待前一轮周期的“停止(STOP)脉冲”接收后,才可触发。
硬件连接方式上,将位移传感器2.即磁致伸缩位移传感器的START脚以及STOP脚分别连接于输入通道的START针脚以及STOP针脚,以使输入通道能够向对应的位移传感器2发送“开始(START)脉冲”以及接收反馈回来的“停止(STOP)脉冲”。
Start/Stop尺子数据捕获每2ms向start/stop数字尺发送一次INIT申请,等待start/stop数字尺的返回信号,通过测量这两个信号的时间差,计算数字尺活动磁环的位置,INIT信号由CPU同时向外发起,八通道同时捕获Stop信号输入,测量记录下每个通道的反馈信号,一起打包保存下来,当注塑机控制器1申请查询位置信息时,通过CANbus总线向控制器1反馈位置信息。2ms的脉冲发送间隔,能够提升注塑机控制器1对位移传感器2位移数据的采集效率。
更进一步的,控制器1首先通过控制程序配置完成与磁尺转换卡3相对应的PDO协议与STO协议,并写入位移传感器2对应的梯度值;当磁尺转换卡3中的数据包信息传送给控制器1后,控制器程序根据PDO协议与STO协议作出相应运算,以计算出各位移传感器2的实际测量数据。控制器1的输出端还耦接有显示模块,显示模块为具有图像展示功能的装置,包括但不限于液晶显示器、触摸屏等。控制器1将计算得出的测量数据传输至显示模块以进行展示,更加人性化。
 微信扫一扫
微信扫一扫
