

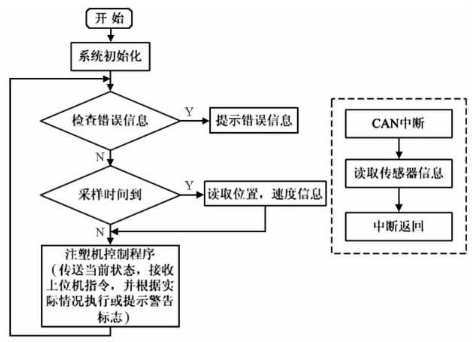
位移传感器共有3种工作状态:初始状态、预操作态、工作状态。传感器上电进入初始状态,从内置的EEPROM中读取其配置参数以进入一个可知的状态。当所有参数均已完成初始化,则进入预操作状态,此时可以修改SDO参数,或者发送NMT启动命令,使传感器进入工作状态。当传感器进入工作状态就会向DSP定时发送数据,或者在收到DSP的远程同步帧后发送数据。由于立式注塑机的位置信号非常重要,其实时性也必须保证。因此,在程序设计时,必须实时取得当前的准确的位置信号,从而做出正确的判断。立式注塑机各机构中,只有开锁模的移动速度最大,现今最快可达1m/s,因此,为了配合CPU的速度和信号的实时性,采样时间选择为1ms,可以将传感器配置为异步方式,每1ms向DSP传送PDO的数据,DSP采用中断的方式,实时地接收当前的位置与速度信息,并用于立式注塑机的过程控制,同时将位置信息传送给上位机实时显示,软件处理流程如下图。
应用磁致伸缩位移传感器与传统电子尺在立式注塑机上进行位移测量,对一个固定的位置以1ms的速度进行采样500次。这里仅以500mm的电子尺进行实验,可以看出:传统的传感器由于传感器本身和电路设计,电源噪声,放大器偏移,AD采样精度损失等诸多因素,使得最终测量结果不很理想,误差最大可达0.7mm,若是尺子长度增加,误差也会成倍增长。而基于磁致伸缩位移传感器因其省去了放大器,AD采样等精度损失环节,同时传感器自身具有很强的抗干扰能力,而且,采用CAN总线传输,减少了信号在转换传输时的精度损失。从结果可以看出其采样最大误差仅为1个刻度,即5μm,具有很高的稳定性和精确度。
 微信扫一扫
微信扫一扫
