

①工艺流程
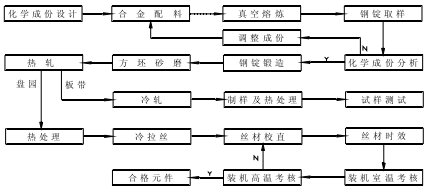
钢锭经扒皮后在 1180~1200℃加热,保温 20~30min,热锻成 60×60 方坯,经砂磨后方坯热轧成¢8mm 的盘条,再经 1000℃固溶处理、酸洗后冷拉成 0.5mm的成品丝材,最后进行最终时效热处理。
由于需要磁致伸缩位移传感器丝测量材料的多种性能,以同样的工艺,控制同样的冷加工度,加工成带材试样,采用相同热处理制度对试样进行最终热处理。
②合金熔炼工艺控制
磁致伸缩位移传感器丝合金的性能,在很大程度上是由冶炼方法及合金的化学成份起着决定的作用,保证合金高纯净化是获得良好性能的关键。另外在高温下,合金材料会可能变脆、韧性变差。大量的研究结果表明:s、p、As、Sn 也会不同程度地影响合金脆性。所以,磁致伸缩合金成分设计时应严格控制有害元素。
必须选择高纯度的铁和镍为原材料,尽量降低硫、磷、碳的含量,严格控制好钴、铬、锰等的含量。冶炼前纯铁洗炉,采用真空感应冶炼方法,真空度不能低于~10-1Pa。其具体工艺是:采取 Ni、Fe 直接加入坩埚,调节功率熔化和精炼,调节温度加入 Co、Cr、Mo、Cu、Mn、Si、Ti、Al 等并电磁搅拌,最后调温并中速浇注钢锭。
 微信扫一扫
微信扫一扫
