


0、引言
磁致伸缩线性位移传感器是应用磁致伸缩原理研制而成的。由于磁致位移传感器具有精度高、重复性好、稳定可靠、非接触式测量、寿命长、安装方便、环境适应性强等特点,被广泛应用于石油、化工、制药、食品、饮料等行业,特别适用于要求测量精度高、使用环境较恶劣的位移和液位测量系统中。作为位移传感器,它不但可以测量运动物体的直线位移,而且,还可同时给出运动物体的速度模拟信号。磁致位移传感器灵活的供电方式和极为方便的接线方式可满足工程上各种测量、控制的要求。由于采用非接触测量方式,不会由于磨擦、磨损等原因造成传感器的使用寿命降低。
在板材成型测试控制系统中,要求测量精度在100mm之内最大误差为0.5mm。应用磁致伸缩位移传感器来测量控制位移量,使测量精度提高,控制位移量的误差减小,提高了板材成型的控制精度。
1、传感器的结构与工作原理

磁致伸缩位移传感器的结构如上图所示,图中,有2个磁场,一个来自传感器外面的活动磁铁,另一个来自传感器内波导丝中的电流脉冲,它使磁致伸缩丝周围产生一个磁场与2块磁铁产生的磁场矢量叠加形成一个螺旋磁场,从而使波导管发生扭曲,并产生一个应变脉冲。由于磁致伸缩材料是采用圆形截面丝,根据Pochhammer的三维弹性理论,扭转波的圆形截面杆中的传播形式是关于圆柱中心对称的,其扭矩波速为
C₁=(G/p)1/2,
式中C,为扭转波速;G为磁致伸缩材料的切变模量,MPa;p为磁致伸缩材料的密度值,g/mm³。
磁致伸缩线性位移传感器工作时,由电子仓内电子电路产生一起始脉冲,此起始脉冲在波导丝中传输时,同时产生了一沿波导丝方向前进的旋转磁场,当这个磁场与磁环或浮球中的永久磁场相遇时,产生磁致伸缩效应,使波导丝发生扭动,这一扭动被安装在电子仓内的拾能机构所感知,并转换成相应的电流脉冲,通过电子电路计算出2个脉冲之间的时间差,即可精确测出被测的位移量。
2、测试系统组成
在板材成型的试验研究及生产中,工件的压下量也就是凸模行程是一个重要的工艺参数。例如:板材自由弯曲成型工艺中,为了严格控制工件的回弹量,根据不同的材料不同的弯曲角,其凸模下行量也是不同的,严格控制凸模的位移量,可以得到高质量的产品。
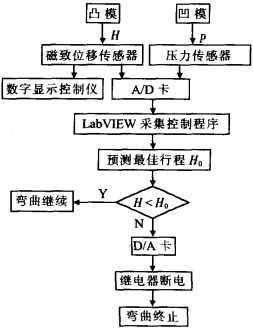
上图示出了板材自由弯曲控制系统框图,该系统主要由磁致伸缩线性位移传感器、数字显示控制仪、数据采集卡、便携计算机、LabVIEW测试软件等组成。采集的信号为凸模行程H和弯曲力p,H,p经LabVIEW开发平台上的数据采集控制程序预测出最佳行程H₀,当凸模行程H<H₀时,弯曲继续进行;当H≥H₀时,D/A卡发出信号控制继电器断电,弯曲终止。
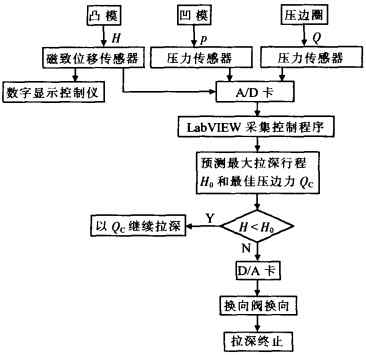
在板材拉深成型工艺中,为了在不破裂不起皱的前提下提高一次成型的极限拉深高度,要对拉深高度和压边力的变化规律进行严格控制。下图为板材拉深成型控制系统框图。测试对象为凸模行程即拉深高度H,以及压边力Q、拉深力p,测得的参数经LabVIEW采集控制程序预测出不起皱、不破裂的最大拉深高度H₀和最佳压边力控制规律Qc(H),通过判断H<H₀或H≥H₀,D/A卡发出信号,液压系统换向阀换向,拉深终止。
本测试系统采用LabVIEW软件编程,位移信号采集模块与控制模块均根据本系统的要求进行选取设置。
3.1模拟输入模块
在位移信号采集程序中,选用中级模拟输入“VI-AI Single Scan”执行多通道单点采集,该模块的信道设置选用已经设定的磁致位移传感器信道,该“VI”“与AI Config VI”一起使用,将“AI Config VI”放在“While”循环外边,设置通道,选择输入极限,并产生一个任务标识程序,把任务标识程序和出错信息传递到“While”循环中,循环内调用“AI Single Scan VI”采集扫描一次的数据,这些数据传递到“My Single Scan Processing VI”中。
3.2数字输出模块
控制模块调用数字输出模块“Whileto Digital Line vi”。在该模块的信道设置选用事先设定的信道“digital/O”。H₀为程序中经过计算预测出的最佳行程,H为磁致位移传感所测得的瞬时行程。将H与H₀进行比较,当H≥H₀时,条件端子输入为“False”,循环停止,同时,数字输出模块输出一个低电位信号,继电器断电,弯曲终止,或换向阀换向,拉深终止。
4、测试系统特性曲线与性能改善
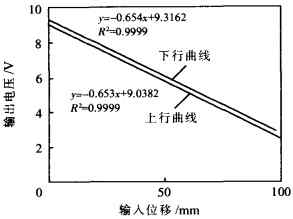
对测试系统进行了标定,输入-输出特性曲线如上图,上行曲线与下行曲线线性相关系数均为0.9999,线性度满足测试系统要求。回程误差最大值为0.2880V,满量程电压为7.0154V,滞后优于4%FS,分辨力为0.002%FS,灵敏度达65.3mV/mm。
设定H₀为一系列值,当满足H≥H₀时,控制系统发出信号,板材成型终止。此时,各执行元件的信号会稍有滞后,实测值与控制值有误差,其结果见下图。对于此误差可在最佳预测值中将其消去,即H₀=H’。-△,H’。为预测值,△为控制系统滞后误差。滞后误差最大值为0.33,最小值为0.07,经试验验证:该传感器在板材弯曲及板材拉深控制系统的应用中,测试控制精度均达到要求。

5、结束语
通过对测试系统进行标定,其线性度、灵敏度、分辨力、滞后均在精度要求范围内,控制信号的滞后误差在行程70~100mm时最大,为0.33mm,在最佳预测值中减去这个误差,使滞后误差得到消除,测试精度范围及控制反应速度均满足了板材成型控制的要求。由于具有非接触式及现场适应性好等特点,磁致伸缩线性位移传感器可推广应用于金属锻造成型、金属挤压成型、塑料制品成型等加工工艺的数据采集与控制中。
 微信扫一扫
微信扫一扫
