


0 引言
在钢丝绳拉力试验机系统中,直线位移传感器是测量钢丝绳在拉伸过程中形变的重要监测元件。在钢丝绳破断力试验要求位移传感器不仅能够在油污、溶液、尘土等恶劣的工况下稳定工作,而且要求其在较长 的工作行程内具有极高的监测精度。因此,某科研机构在为贵州钢绳集团研制的2000kN拉力机系统中选用RP+RH系列SSI型磁致伸缩位移传感器、压力传感器和SIEMENS S7-300 PLC 作为测控系统主要元器件。限于篇幅,本文主要介绍RP+RH系列 SSI型磁致伸缩位移传感器的原理、特点及其与 PLC的接口方法。
1 磁致伸缩传感器的工作原理
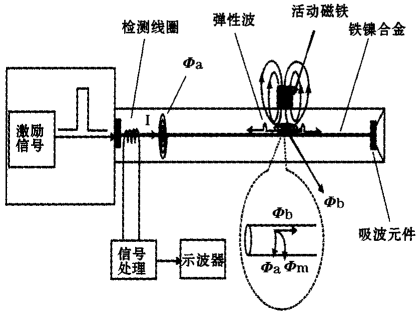
磁致伸缩系指一些金属(例如铁或镍)在磁场作用下具有伸缩能力。磁致伸缩的效果是非常细微的,通常铁镍合金是30ppm。目前已研究出更加新型的物质,可将磁致伸缩的效果提高升至1500ppm 以上。下图为其工作原理,示明一个基本的敏感元件利用磁致伸缩波导管来测量移动磁铁的装置,它是利用两个不同磁 场相交产生一个应变脉冲信号,然后计算这个信号被探测所需的时间,便能计算出准确位置。两个磁场一个来自在传感器外面的活动磁铁,另一个则源自传感器内波导管的电流脉冲,电流脉冲是传感器固有电子部件所产生的。当两个磁场相交时所产生的一个应变脉冲,会以声速运行回电子部件的感测线圈。从产生电流 脉冲的一刻到测回应变脉冲所需的时间乘以这个固定速度,就能准确的算出位置的变动。实际上活动磁铁的位置变化是连续不断的,所以当它被移动时新的位置很快就会被感测出来。
由于磁致伸缩位移传感器的磁致伸缩波导管与活动磁环不直接接触,因此它在恶劣的工业环境下也能 正常工作,即使在高温、高压和高电磁干扰环境下也一样工作自如。它的输出为绝对值,断电后重新上电无 需进行其它处理;它的准确度高,安装方便。RP+RH系列磁致伸缩位移传感器是“智能型” 位移传感器,它具有高速度、高可靠性和高精确的数据处理和通信能力,内置电路板中含有微处理器,并采用利 ASIC电路提高分辨率和更新时间,准确度及功能已接近光学尺,而其承受强力冲击、振荡及污染则比光学尺强。信号可以以位移和速度输出,并提供多种的数据传输方式,常用的数据信号传输模式有现场总线 的CANbus,Devicenet,Profibus输出,SSI(serial synchronous interface)输出,模拟量的电压电流输出等。模拟 量的电压电流输出模式的分辨力为16位D/A 或0.025mm, 而CANbus 和SSI模式分辨率由8种规格可选,最高可达1μm。SSI(同步串行接口)传输方式推出后,很快被市场接受。该传输方式的输出数字量是24位或25位的二进制数(或格雷码),它仅采用4条通信线(2条数字传输线,2条时钟线)和2条电源线,最长的传输距离可达500 m。
2 钢丝绳拉力机测控系统
钢丝绳拉力机测控系统的结构图如下图所示。
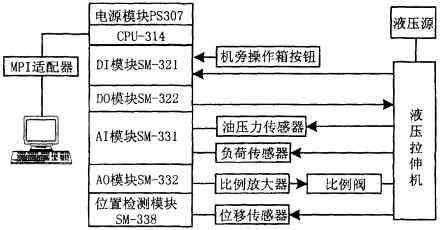
本系统是一个高精度、高响应的控制测试系统,要求控制测试精度达到1μm。 所选用的RP+RH系列磁致伸缩位移传感器采用SSI(25位格雷码)数据输出方式。 SM338 POS-INPUT是 S7- 300 PLC的位置监测模板,可以极其方便的作为RP+RH系列SSI型磁致伸缩位移传感器的接口。
SM338 具有以下特点:
(1)3点输入,用于连接最多3个绝对值编码器(SSI)和2个数字量输人,用于保留编码值。
(2)可在运动系统中直接响应编码值。
(3)可在用户程序中处理 SM338 采集的编码值
(4)编码值检测类型可选择自由运行模式或等时模式
(5)24 VDC 额定输入电压
SM338 模板可方便的连接RP+RH系列SSI型磁致伸缩位移传感器。用屏蔽双绞线或屏蔽六芯线将SM338模板和位移传感器对应端子连接即可,需注意屏蔽层单端的良好接地。在位移传感器与SM338模板连线完成后,还需要在 STEP7中对SM338模板进行正确的硬件组态。在STEP7的HW Config中,对SM338的INPUI参数设置如下图所示。下图表明了在本例中设置SM338 的0通道的信号格式为25位格雷码:时钟频率为125kHz;单稳时间64μs。对没有接入位移传感器或编码器的通道应进行屏蔽以消除噪声干扰。

3 系统软件
软件系统由PLC 控制软件、上位机数据监测软件两部分组成。 PLC 系统可根据拉力机机旁操作箱的手动操作信号完成夹具上紧、夹具打开、拉伸、拉力机急停等控制功能,同时,PLC 将位移传感器、油压传感器、 负荷传感器等信号进行实时处理,完成拉伸速率控制、拉伸过程限位保护、钢丝绳拉断的判断等工作过程。 上位机监测软件用VB6.0开发,通过 MPI 适配器与 PLC 的 MPI 口连接,完成 PC 与 PLC 的数据交换。 PLC程序流程图如下图所示。
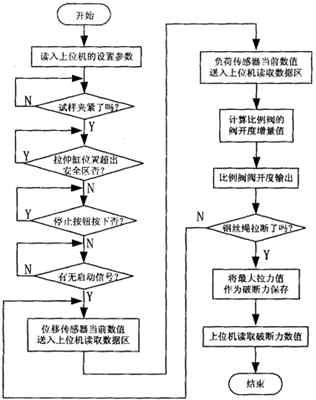
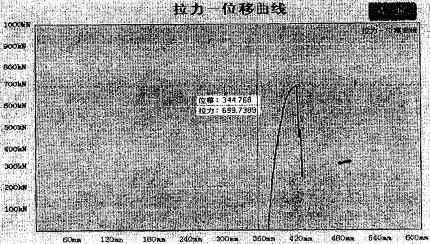
在试验开始前,在上位机的参数设置画面输入钢丝绳直径、规格、拉伸速度、最小破断力等试验参数后, 进入到试验主画面等待拉伸过程开始。在操作箱上由试验人员按下拉伸按钮后,上位机自动对拉伸过程进行记录并自动生成“位移一拉力曲线”、“位移一时间曲线”、“拉力一时间曲线”,同时在画面中实时显示当前主液压缸活塞杆位移、负荷传感器、油压传感器等参数。当钢丝绳被拉断后,可对试验数据进行打印、保存至数据库、历史数据回放。为便于对试样进行品质分析,还可以任意选择曲线的的某一部分进行放大、缩小显示。图5为一次拉断力试验结束后计算机绘制的“拉力一位移”曲线。
4 结论
当前,我国大部分的拉力实验机力试验机是以人工手调溢流阀进行系统压力设定,从而控制液压缸输出的拉力。施加于试样的负载由杠杆摆式测力机构测量,在指示盘上读出载荷数值。根据不同的试验,选择度盘和配重。机械测量只能采取人工处理试验数据和手抄报告的方式。这种试验机的缺陷是被试样构件的加 载速率不可调,可控性差,且试验精度低。我们研制的贵州钢绳公司2000kN 拉力机具有如下特点:
(1)目前拉力试验机普遍采用增量式位移传感器来监测试样的形变。增量式位移传感器测试范围较小且操作复杂。磁致伸缩位移传感器具有较长的测试范围,使用、维护方便。
(2)磁致伸缩位移传感器具有精度高、稳定性好、响应迅速。
(3)由于磁致伸缩位移传感器是在线式的,因此可以对钢绳的拉伸速率进行闭环控制。满足GB8358- 87的规定。
(4)PLC 具有可靠性高、运算速度快等特点。与RP+RH系列SSI型磁致伸缩位移传感器接口简单。
(5)PLC 与上位机通讯连接方便可靠,利用上位机强大的图形和数据库管理功能可对试验数据和试验过程进行监控。
本系统投人运行后,工作稳定可靠、监测精度高、维护简单,获得了用户好评。同时,此方案对于其它类 似机电控制系统也具有重要的参考价值。
 微信扫一扫
微信扫一扫
