


引 言
精密注塑成型是用控制精密螺杆的运动来间接控制模腔送料的速度和压力,以确保成品的质量。产品质量不仅体现在外形尺寸上,同样对制品的密度、应力,以及表面都有相应的要求。对于精密注塑机来说,位移控制无疑是最为重要的一部分,它直接影响塑料制品的质量,而由其表征的速度也关系着制品的内在品质和生产效率。比如在射胶时,用于控制射胶螺杆的位移来控制熔融物料的用量,以保证精密注塑计量准确;准确控制开锁模是精密注塑的必要条件,若位置不够准确,则可能产生不完全合模,不能完成注塑。此外,为了得到密度均匀,应力小的塑料制品,必须严格控制速度来满足注塑工艺要求。如必须在熔融状 态将物料快速充满整个模腔,如果此时射胶速度变慢,充模时间长,制品容易产生冷接缝,密度不均,应力大等缺陷。但是,若是射胶速度过快,熔融物料容易在浇注口处形成不规则的流动,并造成空气吸入和排气不良等现象而直接影响制品的表面质量。因此,有效控制注射位置及其表征的速度对于精密注塑来说是非常重要的。
然而,对于传统的注塑机来说,位移传感器往往采用电子尺,其原理与电位器相似,其结构简单,易于实现,故广泛用于注塑机上。但直线位移传感器的参考电压将直接影响信号精度,在注塑加工现场,会有复杂的电磁和电压波动干扰,对测量精度影响甚大;另一方面,对于大型注塑机,须配备的直线位移传感器必定很长,有的长达2500mm,甚至更长。对于精密注塑机来说,位移控制精度要达到0.01~0.1mm, 这里以 1000mm 的尺子为例,对应电压值为0.5mV, 这样就提高了AD采样分辨率的要求,增加了PCB 布线的难度,同时对电 源也提出了更高的要求。此外,传统注塑机的位置尺还存在稳定性差、重复性差、易磨损、安装复杂等问题。因此,将非接触式的磁致伸缩位移传感器应用于注塑机,可以实现大尺度范围内的精密测量,同时该传感器还配备有CAN,SSI 等数字接口,采用数字传输,最大程度上减少了精度在传输过程中的损失。
1 磁致伸缩测量原理
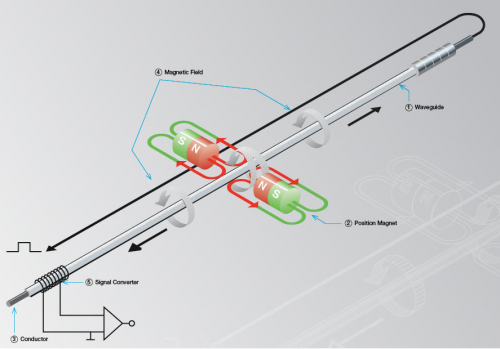
磁致伸缩技术原理见下图,它利用2个不同的磁场相 交产生一个应变脉冲信号,然后,计算这个信号被探测所需。
要的时间周期,换算出准确的绝对位置。这2个磁场一个 来自传感器外面的活动磁铁,另一个来自传感器头部固有的电子部件产生的电流脉冲。当2个磁场相遇时,所产生的一个应变脉冲会以声波的固定速度返回电子部件的感测线圈,通过测量电流脉冲从产生到感测到返回的应变脉冲所需的时间,再乘以声波的速度,便能准确地计算出位置磁铁的变动。利用此法所得的是绝对位置读数,免除了放大器环节,因而不存在信号漂移或变值的情况,而且不需要定期重新标定。同时,非接触式的测量消除了机械磨损的问题,保证了最佳的重复性和持久性。此外,该传感器非常适合在内置高压的液压或气动环境中使用,具有很强的抗震性能,且测量误差最大为50 μm,整体线性度不超过10 μm,且采用数字接口传输,提高了数据传输的抗干扰性能。不仅如此,该传感器兼具测量速度的功能,为注塑过程的速度控制提供了方便,并节省 CPU 的处理时间。
2 系统总体框架与硬件设计
2.1 系统总体框架
注塑机控制系统采用ARM+DSP双核控制,ARM负责人机交互,DSP 负责底层实际控制。位移传感器具有模拟电压信号,SSI 和 CAN 等数字接口,本系统采用CAN 接口,使DSP与多路位移传感器构成 CAN 总线网络,通过编程可以实现对相应的位移进行定时采样,设置零点等,为注塑机精密控制提供了足够的采样精度。
下图为注塑机关于位置控制的系统框图。位移传感器将注塑过程中的位置、速度信号,如,开模位置、开模速度、 射胶位置、射胶速度等转换为数字信号,通过CAN接口送入DSP控制器。DSP将位置信号通过串口发送给上位机进行实时显示,同时,根据传感器输出的位移和速度数据,控制DA输出和相应的开关输出,进而改变液压阀,从而达到位移和速度控制的目的。

本系统中的微处理器采用Ti 的DSP 和Atmel 的ARM构成上、下位机系统。下位机系统以高性能的 DSP为核心控制器,主频最高可达150 MHz,并通过16位AD,DA转换芯片来实现系统的高精度、高速度。上位机系统以ARM为核心,提供键盘,显示屏等人机接口,方便用户操作。此外,系统外扩以I²C接口的EEPROM 用于存储用户数据和系统参数,包括位置传感器零点、使用量程及其他注塑过程参数等,这些参数皆可以通过用户界面进行修改。
2.2 传感器与控制器接口设计
传感器与DSP采用CAN 总线通信,如下图所示。 DSP 中集成了CAN 总线控制器,只需要设置1个CAN 驱动器就可以和位移传感器方便的互联。
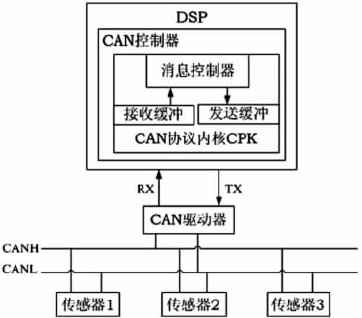
CAN 总线是一种多主串行通信协议,具有很强的干扰能力,可以应用在电磁干扰比较大的场合,非常适合工业现场。它具有高级别的安全性,可以有效地支持分布式实 时控制,通信速率最高可达1Mbps。CAN 协议内核CPK 的功能主要有2个:根据CAN 协议对总线上的接收到的信息进行解码,向接收缓冲器发送解码后的消息,以及根据 CAN 协议对CPU 需要发送的消息进行编码并通过发送缓冲发送出去。而消息控制器则是对接收缓冲器里的消息进行判 定,以决定是否把消息送给 CPU 还是直接丢弃。 CAN2.0总线规范定义了2种不同的数据格式,具有11位标识符的标准帧和29位标识符的扩展帧。位移传感器与 DSP 之间采用具有11位标识符的标准帧传送,其帧格式如表1所 示 。
表 1 CAN 数据帧格式
| SOF | Arbitration | Control | Data Field | CRG | ACK | EOF | interframe Space | |||
| 1 | 11 | 1 | 6 | 0.8Bytes | 15 | 1 | 1 | 1 | 7 | >3 |
1位起始域,11位标识符(COB-ID),1位远程传送请求 位,6位控制位构成控制域,0~8个字节的数据域,其长度由控制位来决定,15位 CRC 校验码构成校验域,3位 ACK构成应答域,以及7位0构成结束域。
DSP具有32个邮箱用来收发数据,且每个邮箱都可以配置成发送或者接收方式,标识符、帧数据长度都可以配置,同时还有一个可编程接收滤波器屏蔽寄存器,可以接收总线上具有不同标识符的消息,兼具消息保护功能。
2.3 CAN 接口通信协议
DSP 与传感器构成主从模式,通信数据主要有3种格式:网络管理数据(network management,NMT),服务数据对象(service data object,SDO),过程数据对象(process data ob- ject,PDO)。
NMT 指的是DSP 作为CAN 网络的服务器端,对传感器等客户端进行控制的服务指令。所有基于 CAN 协议的客户端都必须支持 NMT 服务, 一个 CAN 网络只能有一个 NMT服务器,它可以对CAN 网络的任意节点进行启动、停止、复位,或对整个网络进行复位。除此之外,它还可以采用定期或者心跳功能对网络节点的状态进行监督,以保证各节点工作正常。其指令格式为 COB-ID-CS-NodeID, 依 次代表的含义是,11位网络标识符,具体服务(如,启动节点,进入预工作状态),节点号(传感器节点号,0表示对所有节点进行操作)。例如:复位所有传感器,指令则为0x000-0x01-0x0。
SDO 的数据部分包含8个字节,主要是用来配置 CAN 网络和相应传感器的的参数,如在 CAN 网络中的传感器的节点号、通信波特率,还有如位移传感器的零点、最大值限位点、数据更新计数器等。除此之外,通过读取相应的SDO 可以获得传感器本身的一些参数信息,如,位置采样刻度、 最低最高工作温度等,这些参数都是只读信息,不能更改。所有SDO 都是基于传感器的对象手册(OD), 包含有 index, subindex,type,default value,comment 等内容。 OD 中含有很多参数,但是需要更改的很少,如,本系统中的传感器仅仅用到设置零点,更新时间,节点ID,波特率。例如:对传感器 设置零点(传感器节点设为1.由OD可知,零点数据的 in-dex为 0x6010.subindex 为 0x01),因此,指令代码为 COB-ID-Service-index-subindex-Data(4 个字节),即为0x601-0x23-0x10-0x60-0x01-Data(低字节在前)。
PDO 过程数据对象,主要用来传送实时的数据,如,本传感器就可以实时的传送当前的位置、速度信息。其格式由传感器定义,前4个字节构成32位数,表示当前的位置,第5.6个字节构成16位的速度信息,第7个字节为状态信 息。要传送 PDO 数据,这里有2种方法,第1种为同步方式,即主机发送COB-ID为 0x80.数据长度为0的远程帧,从机回应PDO 数据。第2种是异步方式,即通过 SDO设置计数器时间,然后启动节点,节点就会定时向主机发送 PDO数据。
3 基于传感器的采样程序设计
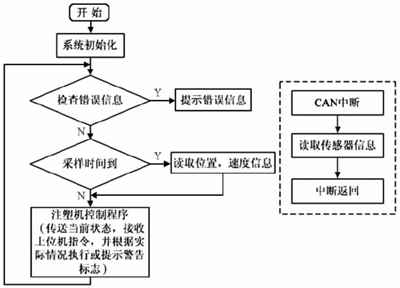
传感器共有3种工作状态:初始状态、预操作态、工作状态。传感器上电进入初始状态,从内置的EEPROM 中读取其配置参数以进入一个可知的状态。当所有参数均已完成初始化,则进入预操作状态,此时可以修改SDO 参数,或者发送 NMT 启动命令,使传感器进入工作状态。当传感器 进入工作状态就会向 DSP定时发送数据,或者在收到 DSP 的远程同步帧后发送数据。由于注塑机的位置信号非常重要,其实时性也必须保证。因此,在程序设计时,必须实时取得当前的准确的位置信号,从而做出正确的判断。注塑机各机构中,只有开锁模的移动速度最大,现今最快可达 1m/s, 因此,为了配合CPU 的速度和信号的实时性,采样时间选择为1ms,可以将传感器配置为异步方式,每1ms 向 DSP 传送PDO 的数据,DSP 采用中断的方式,实时地接收当前的位置与速度信息,并用于注塑机的过程控制,同时将位置信息传送给上位机实时显示,软件处理流程如图4.
4 实验结果
应用新型的传感器与传统传感器在注塑机上进行位移测量,对一个固定的位置以1ms的速度进行采样500次,下图为磁致伸缩位移传感器和传统传感器的位移测试结果。这里仅以500mm 的直线位移传感器进行实验,可以看出:传统的传感器由于传感器本身和电路设计,电源噪声,放大器偏移,AD 采样精度损失等诸多因素,使得最终测量结果不很理想,误差最大可达0.7mm, 若是尺子长度增加,误差也会成倍增长。而基于磁致伸缩原理的传感器因其省去了放大器,AD 采样等精度损失环节,同时传感器自身具有很强的抗干扰能力,而且,采用 CAN总线传输,减少了信号在转换传输时的精度损失。从结果可以看出其采样最大误差仅为1个刻度,即5μm,具有很高的稳定性和精确度。

5 结束语
从实验结果看出:新型的磁致伸缩位移传感器具有较高的精度和稳定性,适合用于精密注塑控制系统,且该传感器有CAN 总线数字接口,不但节省了许多信号处理环节,节省了许多硬件与软件的消耗,同时也避免了由这些环节所产生的误差干扰,为精密注塑控制提供了良好的硬件平台,为今后的算法设计提供了更多的基础。
 微信扫一扫
微信扫一扫
