


随着我国重工业的快速发展,钢铁行业正朝着高速度、大运量和全自动化牵引方向迈进。为了保证钢铁生产的安全与环保,要求焦炉具有高精度和高处理强度,这就对焦炉的控制技术提出了更高的要求。以往通过编码器等显示焦炉设备的传统方式已远远不能满足当今焦炉控制强度及快速性的需求,现在较为先进的焦炉控制系统中,绝大多数都采用了具有非接触式测量、传输距离远、适应恶劣环境且可靠性高的直线位移传感器。这种传感器的应用,为焦炉控制的高度性、控制过程的动态化、控制响应的高速性及全自动化提供了可能。
CANbus 总线接口和编程
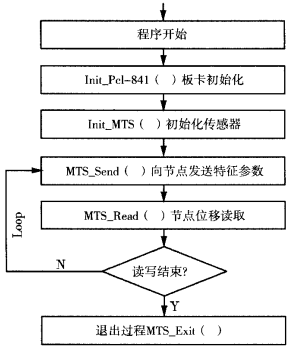
焦炉系统中,为了采集磁致伸缩位移传感器的位移和速度信息,选用了双端口隔离 CAN 总线接口卡PCL-841。该卡可同时操作两个独立的CAN 网络口,高达1Mbps的传输速率,16 MHz的CAN 控制器频率,占用4Kb的地址空间,占有C800H到EF00H之间的40个调整的基地址,具 有1000V直流光隔离保护功能,确保了系统的可靠,各端口可自由地进行IRQ 选择,且开发商向用户提供了LIB和DLL库,便于用户的二次开发和使用。其读写位移传感和速度程序见下图1.
磁致伸缩位移传感器的安装
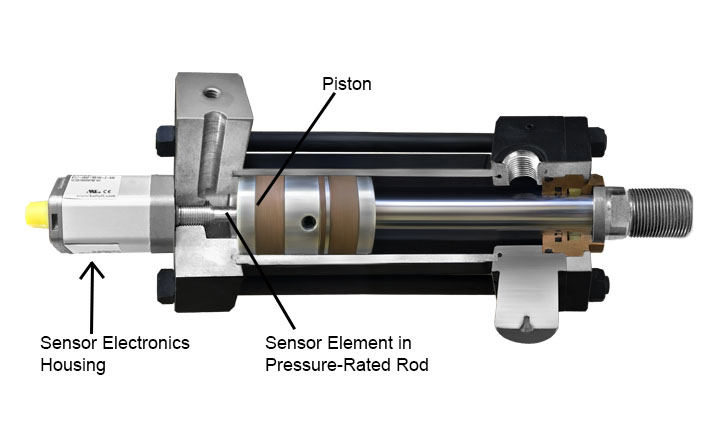
位移传感器的安装在传感器的使用中占居非常重要的地位,其安装方式和安装精度直接影响到测试的精度(见下图)。因轧机油缸位置处的油渍和金属屑较多,所以传感器在安装设计时外加了保护套和密封圈。工作时,位移传感器的磁环随油缸活塞一起移动,磁环上下移动感测的位移即活塞移动的位移,也就是油缸上下移动的位移。安装设计时,须务必考虑传感器传感杆的3个区域,即零区、死区及有效行程区。零区、死区是磁环感测的无效区,磁环移动的有效范围即为传感杆的有效行程区。实践充分证明,正确应用这种位移传感器能够大大降低设备故障率,减少故障时间,更重要的是其高精度的测量值为焦炉的全自动化生产提供了可能。
磁致伸缩位移传感器的技术原理
1、技术原理
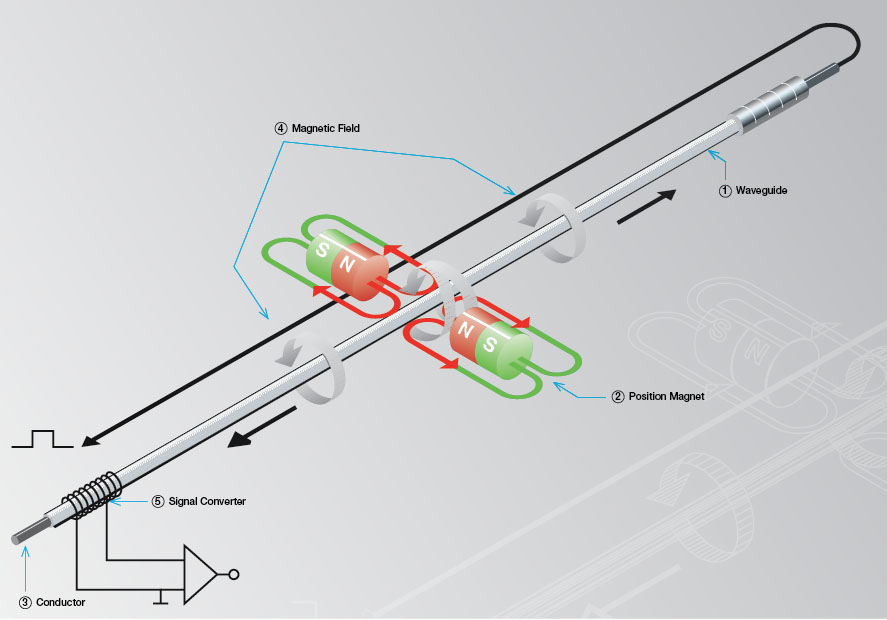
磁致伸缩 位移传感技术原理是利用两个不同磁场相交产生一个应变脉冲信号,然后计算这个信号被探测所需的时间周期,从而换算出准确的位 置。这两个磁场一个来自传感器外面的活动磁铁,另一个则源自传感器内波导管的电流脉冲,而这个电流脉冲其实是传感器头的固有电子部件所产生的。当两个磁场相交时,所产生的一个应变 脉冲会以声音的固定速度运行回电子部件的感测线圈。从产生电流脉冲的一刻到测回应变脉冲所 需要的时间周期乘以这个固定速度,便能准确地计算出磁铁的变动(见下图)。这个过程是连续不断的,所以每当活动磁铁被带动时,新的位置很快就被感测出来。由于输出信号是一个真正的绝对位置输出,而不是比例的或需要被放大处理的信 号,所以不存在信号漂移或者变值的情况,因此不 必像其它位移传感器一样需要定期重标。
磁致伸缩伸缩位移传感器利用非接触式方式监 测活动磁铁的位移,由于磁铁和传感器并无直接的接触,因此传感器在恶劣的工业环境下(如易 受油渍、溶液、尘埃或其它污染)并不构成问题,此外传感器更能承受高温、高压和高振荡的环境。传感器的输出信号为绝对数值,所以假使电源中断重接也不会对数据的接收构成问题,更无需重新归回零位。同时,由于传感元件都是非接触的,所以就算感测过程是不断重复的,也不会对传感器造成任何磨损。因此 磁致伸缩伸缩位移传感器非常适合这种工作在比较恶劣环境中的焦炉设备。
2、零点设定
磁致伸缩位移传感器已在焦炉生产中得到应用,该系统是一个高精度、高响应的控制测试系统,要求控制精度达到5μm,所选用的磁致伸缩位移传感器的零点可以根据需要在有效区内任意设定。零点的成功设置直接影响到该传感器的正确使用,故须将传感器零点时的脉冲数保存起来,以备位移采集时使用。
3、位移量采集计算
由于焦炉系统中应用的位移零点都设在某一端,所以程序设计中不存在判别移动方向的问题。当设备移动时,通过将站点地址的低位和中位脉冲数相加再加上预置时的脉冲数,即是当前的非 线性位置值再减去偏差值除以固定系数,就得到了工程的实际值。
4、功能优点
相对于其它测量方式,基于磁致伸缩技术的位移传感器的优点主要有以下几点。
1)精度高。传统位移编码器的测量精度满量程只有1%左右,而磁致伸缩位移传感器将位移量转化为发射和返回脉冲的时间间隔进行测量,故测量精度高达0.002%。
2)可靠性强。由于磁致伸缩位移传感器的非接触测量特性,被测量物体与敏感元件不需要机械接触,没有摩擦磨损,且其整个电路转换部分封闭在油缸内,故其能够承受高压、高温和强震动。
3)量程大。磁致伸缩位移传感器的适用范围很广,测量范围很大,完全能胜任焦炉设备的测量任务。
4)安装及维护简便。由于磁致伸缩位移传感器在油缸内部,且无需重新标定,为使用者提供了方便。
5)利于系统自动化。 磁致伸缩位移传感器可以提供标准的输出信号,便于PLC 进行联网信号的处理工作,故极大地提高了测量系统的自动化程度。
磁致伸缩位移传感器的常见故障分析及日常维护
1、数据无法读取
在焦炉系统中,磁致伸缩位移传感器主要应用于 推焦车取门台车、取门倾斜、压门栓、小炉门台车 以及拦焦车的导焦珊、提门落门、上下部锁闭等 等。磁致伸缩位移传感器的数据通过 PLC 控制系统显示在司机操作室的显示屏上,便于操作人员随 时读取,并发现问题。但在设备检修完成后,有时数据会突然消失,造成自动步条件不满足,经检查发现是 DP 通讯模块信号无输出,故使磁致伸缩位移传感器的数据无法读取,需要复位。造成这种情况的原因是在检修过程中PLC 的CPU 模块进行过断电操作,导致部分信号丢失,需要重启 DP 通讯模块才能消除故障。针对这种情况的解决办法是在对 CPU 模块进行断电操作时,必须对相关信号进行确认后方可操作。
2、数值异常突变
推焦车在推焦作业过程中,操作人员发现取门台车磁致伸缩位移传感器的数据跳变异常,输出信号时有时无,造成推焦自动步中断。此时检查发现磁致伸缩位移传感器控制电缆已经断开,需要加以更换。又由于焦炉生产的特殊性,现场环境恶劣且温度高,在推焦频繁作业过程中控制电缆受现场高温影响劣化比较严重。针对这种情况,需要在随后的检修过程中进行改造,选择耐高温套管,并逐步对焦炉区域的磁致伸缩位移传感器电缆进行保护,以保证设备的稳定性。
3、日常维护注意事项
1)磁致伸缩位移传感器垂直安装时要求很高,但是平行度可以允许有±0.5 mm的误差,角度可以允许有±12°的误差。但是如果平行度误差和角度误差都偏大的话,就会出现显示数字跳动的情 况,这时就必须要对平行度和角度进行调整。
2)磁致伸缩位移传感器在连接的过程当中, 一定要多加注意电子尺的3条线不可以接错,电源线和输出线不可以调换。如果上述线接错,就会出现线性误差很大的情况,要控制就很难,控制的精度也会变得很差,且很容易出现跳动的现象等。
3)使用屏蔽电缆连接位移传感器时,在电缆入口处应尽可能避免自感现象,整个屏蔽系统应与大地相连。
4)须周期性紧固位移传感器的接线端子,检查电缆是否劣化,如有异常需及时予以更换。
结论
自焦炉应用这种位移传感器以来,其可靠的稳定性、精度的准确性以及安装的便捷性为焦炉生产的快节奏、大负荷生产以及高质量的标准提供了有力的支撑。实践证明,应用磁致伸缩位移传感器具有非常低的故障率,并且为焦炉生产的全自动化提供了有力的保障。
 微信扫一扫
微信扫一扫
