

压块机采用双挤压机构。木块被连续挤压成型,并交替从左右两侧弹出。当右侧挤压机构正在进行挤压时,设备会将挤压完成的木块从左侧弹出。然后左侧挤压机构会被移动到压缩缸前面,并在右侧挤压机构弹出成型木块的同时将一个木块挤压成型。该过程会连续地重复进行。按照这样的顺序运行时,在双挤压机构中必须总有一个木屑正好位于压杆之前。否则,在最大型的压块机中其液压机构所产生的大约600 bar压力就会施加到金属机构上(而不是木屑上)。这会带来巨大的损坏,甚至会使设备完全毁坏。
现在使用了一个来自博尔森的磁致伸缩位移传感器来代替之前使用的接近开关,以检测挤压机构的位置。其带来的好处从安装时就已经体现了出来:以前装配工必须把接近开关拧进去、对它们进行精确地调节、暂时上紧然后才能最终将它们固定好。“如果没有将开关精确调节好,它们经常会很快损坏。” WEIMA集团的销售经理Jorg Topfer在谈到接近开关的问题时这样说道。
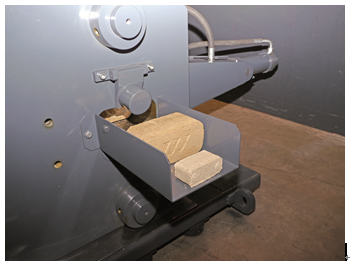
压块机不只生产150 x 60 mm的成型块,也能生产大尺寸成型块
紧凑型TH 1500 M压块机可以使用叉车进行提升和运输
装配工现在只需将磁致伸缩位移传感器固定到双挤压机构的液压缸上、并将传感器中带导轨的定位元件连接到液压活塞上即可。然后电气工程人员就可以通过PLC对传感器自动进行示教。PLC会使其运动到挤压机构的“最左位置”和“最右位置”并将磁致伸缩位移传感器的对应测量值记录下来作为开关点使用。WEIMA的专家对传感器进行编程就像使用一个开关一样方便。PLC会计算4到20 mA的模拟信号值(该模拟信号仅与双挤压机构的两个位置有关)并将其用于显示。
 微信扫一扫
微信扫一扫
